付着塵の可視化手法
~浮遊塵とは別の因子として
今回から3回に分けて異物の4大侵入経路のひとつである「付着塵」の見える化と対策をテーマにお話します。前回までの「浮遊塵」と「付着塵」は、元を正せばどちらも同じゴミ・異物ですので、どうしてわざわざ区別をする必要があるのか疑問を持たれる方もいらっしゃるかもしれません。
なぜ付着塵が重要なのか
「浮遊塵」は比較的設備的な能力が現れやすい部分でもあります。高性能フィルターを装備した工場では、パーティクルカウンターで測定すると、半導体製造工場のような浮遊塵量を実現している製造ラインもあります(本当にそこまでのクリーン度が必要かどうかは別途考える必要がありますが)。
しかしながらそうした工場でも、加工前の素材に既に異物が付着した状態で工程に投入されてそのまま塗装が行われていたり、クリーンな"はず"の工程内でなぜか製品表面に付着する異物が多かったりという問題は想像以上に多いのです。
更に極論すれば異物も浮遊しているだけならば塗装不良の原因になることはなく、これが何らかのきっかけで製品表面に付着した時点で憎むべき異物不良となります。
こうしたことから塗装工程のゴミブツ不良対策のためには「浮遊塵」の管理だけでは不十分で、むしろ「付着塵」の方こそ見える化(可視化&定量化)し、有効な対策を行う必要があるケースは少なくありません。
この連載の第4回でお話したように、浮遊塵は基本的には時間の経過とともに重力によって降下して床面や製品などに付着しますが、一度付着した異物も気流などの外力があると再び舞い上がり、浮遊塵となって移動します。これが異物のサイクルです。
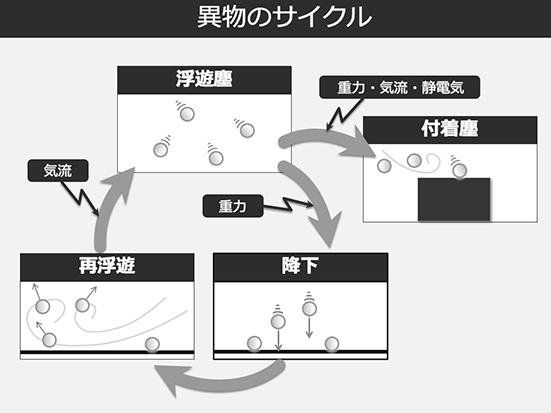
実際には付着の段階では重力だけでなく静電気の影響も受けますので、付着塵に関しての見える化は「付着塵」そのものに加え「気流」と「静電気」などが対象になります。
付着塵可視化のポイント
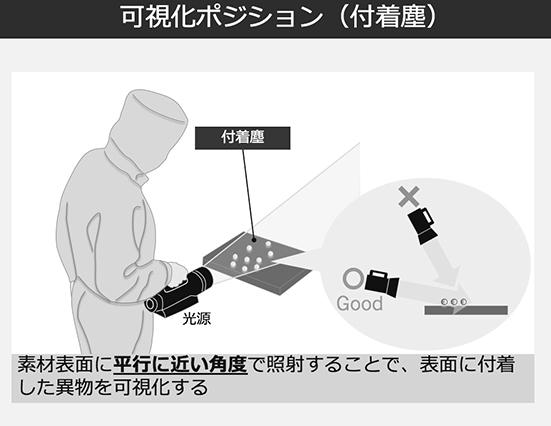
付着塵の可視化に使用するツールとしては浮遊塵の可視化でも登場したHIDライトとLEDライトが最も役立ちます。可視化のポイントは対象(素材や床面など)に対してできるだけ平行に近い角度で照射することで、これは付着塵による散乱光が対象表面からの反射光よりも強い状況を作り出すためです。
仮に素材に対して直角に近い角度で照射した場合、素材表面からの反射光が強くなり、異物の散乱光はその中に埋もれて見えなくなってしまいます。
同じ理由で周辺の照明はできるだけ抑えた暗い環境で観察すると、より細かい異物まで観察可能です。
表面からの反射光が少ない暗色系の素材の場合、異物問題の原因となる10μmオーダーの異物の有無は十分目視確認できます。ここでも光源の強度(光束)は重要な要素で、光束数千ルーメンのHIDライトの場合、大人数で異物を観察しながら問題を共有する用途に適しています
一方自分一人もしくは数人程度での観察を前提にすれば、光束200ルーメン程度の小型LEDライトでも十分使用できます。この用途にはLED1灯タイプで、狭角集光タイプのレンズを使用しているものが適しています。同じLEDライトでも多灯・広角・反射板集光タイプのものは適しません。
こうしたLEDライトは数千円程度で購入可能で、私も必携ツールとしてどこの現場を訪問する場合でも常に携行しています。更に最近では100円ショップでも比較的性能が高いLEDライトが購入可能ですので、付着塵の可視化をローコストでお試し頂くにはこれでも十分です。選択のポイントは1LED・集光レンズ・単4電池×3本で8時間程度の使用時間をうたったものがオススメです。
なお照射エネルギーが強い照明を使用しますので、浮遊塵可視化の場合と同様に光源を直視しないように注意してください。
付着塵観察の重点箇所は「素材表面」はもちろん、「素材の裏面」「治具」「床面や設備表面」「ある工程の前後での素材への付着量比較」などです。
実際に目視確認してみていかがでしょうか?私の経験上これらすべてについて全く問題がない(付着塵がない)工程は実際には皆無だと思います。
まず「見える化」して状況を認識し→原因の仮説を立て→それを検証し→影響度を考慮しながら優先順位を付けて対策を行う、という流れは浮遊塵の場合と同様です。ここでも対策はやりっ放しではなく効果も目で見て確認することをどうぞお忘れなく。次回は付着塵関係の定量化手法について説明します。