浮遊塵の定量化手法
~ホコリのハカリかた
前回は空気中を漂いながら製品に付着する機会を狙っている浮遊塵を各種の光源を利用して目に見えるようにする"可視化手法"についてお話をしました。今回はこれを一歩進めて浮遊塵の量を数値化する"定量化手法"がテーマです。
定量化の意義
浮遊塵を可視化することによって問題の存在に気付くことが改善のきっかけになり、これがすぐに結果に結びつくこともありますが、どうしても見た目での「多い」「少ない」といった感覚的な判断になりますので、微妙な変化や長期的な傾向を正確に捉えることは難しい場合があります。
改善の効果を維持し更に踏み込んだ改善を行うためには異物の量を具体的な数値にして現場管理に生かしたり、他の出来事との関係性を分析したりしたいところです。
浮遊塵の量を測定するための代表的な機器はパーティクルカウンターです。これはファンで吸引した空気にレーザー光などを照射し、そこに含まれる塵による散乱光をセンサーで捉えることによって浮遊塵のサイズや個数を計算します(散乱光を利用するという原理は前回の可視化手法と同じですね)。
パーティクルカウンターにはさまざまな仕様がありますが、使い勝手の良いハンディータイプの場合、測定レンジ0.3~5.0μmのものが多く、1箇所1分間程度の時間をかけて現場を移動しながら測定・記録するのが一般的です。
一方最近では測定レンジ20~50μm程度の比較的大きな浮遊塵を連続的に測定すると同時に自動記録ができる粗粒子測定タイプの測定器が市販されています。
この連載の第3回で取り上げたように、塗装工程で実際に問題になる異物がこの程度のサイズであることが多いので、このレンジの浮遊塵を直接測定できれば、問題の本質に近づく可能性がより高くなります。

価格的には数十万円単位の投資となりますが、異物不良改善のために強力な武器になり、私が現場診断を行う際にも最も使用頻度が高いツールの1つです。
このように塗装工程の浮遊塵測定に威力を発揮する粗粒子測定器ですが、使用にあたって注意が必要なのが粗粒子の偏在性です。
浮遊塵の挙動を考える際に重要な概念に「終末速度」があります。すべての浮遊塵は原則的には重力によって降下して床や製品に付着しますが、この降下速度(=終末速度)は浮遊塵の密度やサイズによって異なり、おおまかに言うと"重くて・大きな"異物ほど速くなります。
裏返せば終末速度以上の風速がある環境では異物は重力に逆らって浮遊を続けますので、PM2.5と呼ばれるような微細な浮遊塵は弱い気流でも長時間浮遊しながら攪拌されるため測定に当たって特段の注意は不要です。
これに対して20μmや50μmといった粗大な異物は終末速度が速く、発生箇所に近い場所に比較的短時間で落下してしまうため、発生箇所から離れた場所では(たとえ同じ室内であっても)検出されない可能性が高くなります。
これが粗粒子の偏在性で、浮遊粗粒子を測定する場合にはできるだけ発生源に近い場所で測定するというのが原則になりますが、その発生源が分からない場合も多いのですから悩ましい問題になります。もちろん測定点を増やして多くの地点で計測するという考え方もありますが、その労力は膨大なものになるでしょう。
製造工程のリアルな姿
この問題への現実的な対処法の1つは、製品が実際に通るルートに沿って測定器を動かし、製品が工程上で"体感"する環境を直接測定する方法です。
測定器を搬送コンベアに乗せてライン内を移動させたり、手動搬送ならば実際の製品と同じ条件とタクトで工程内を移動させたりしながら測定・記録を行えば、通常人が立ち入れない箇所も含めた製造工程のリアルな姿が見えてきます。
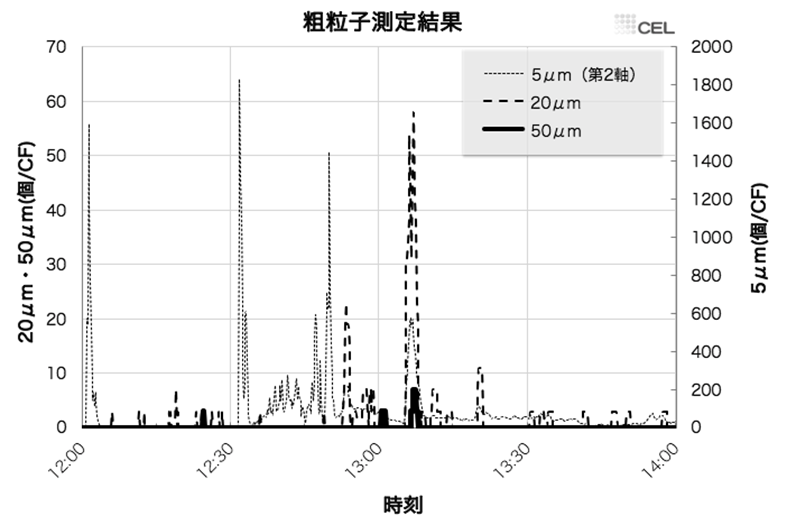
添付のグラフはこのようにして測定した浮遊塵の測定例(浮遊塵プロファイル)ですが、工程内の浮遊塵量は決して一定ではなく、何箇所か特定の時点で鋭いピークを持っていることが一目瞭然です。あとはこの時刻に測定器が工程内のどこを通過していたのかという情報と照らし合わせることで問題箇所が絞り込まれます。
以上のようにして浮遊塵の可視化と定量化を進めることによって、漠然としていた問題点が明らかになってくれば、次の段階ではその対策に取り組むことになります。次回は浮遊塵関連の対策手法について考えてみましょう。